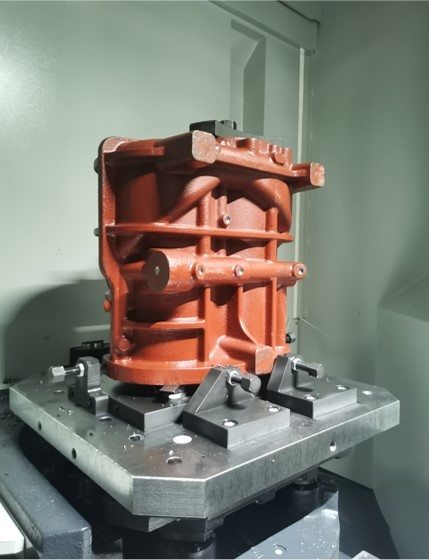
空压机壳体结构
空压机壳体上设置有若干个大小不一的带安装孔的安装部,安装部通过若干支撑筋与壳体连接,壳体上设置有与安装部数量相同的润滑孔,且每个所述安装部的安装孔至少与一个润滑孔接通。支撑筋内设置有若干纵横分布的润滑道,每个润滑孔至少与一个润滑道相通,从而能提高壳体存储润滑油的空间。当不灌输润滑油时,润滑道及润滑孔对壳体内部起到散热的作用。壳体底部分别设置有四个支撑脚,支撑脚上开设有固定孔。
产品加工工艺
OP10:工件用毛胚底面接触工装,每个毛胚差异较大,因此在安装时需要使用直角尺校正再夹紧,一序主要以钻孔,螺纹为主,使用复合钻可提高加工效率,部分孔深100-200mm,机床须配备中心出水。
OP20:二序有三处需要注意。
一:八字孔需选用直径D180长度H350镗刀,为防止发震转速不得超过S250。
二:八字孔底部需要铣面和打孔攻丝、刀竿长度转速需达到400mm、因此铣盘选用防震刀杆比较合适,打孔和攻丝的刀柄,需要注意刀柄和工件干涉。
三:D8,D9的深度320mm,需要先钻引导孔,然后配合枪钻加工,并保证中心出水的压力。
请输入账号
请输入密码
请输验证码
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,亚洲建材网对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。


 5
5
