

 QQ交谈
QQ交谈
【简单介绍】
【详细说明】
【蒸汽减压阀】 简介上海申弘阀门有限公司主营阀门有:减压阀(气体减压阀,可调式减压阀,波纹管减压阀,活塞式减压阀,蒸汽减压阀,先导式减压阀,空气减压阀,氮气减压阀,水用减压阀,自力式减压阀,比例减压阀)、安全阀、保温阀、低温阀、球阀、截止阀、闸阀、止回阀、蝶阀、过滤器、放料阀、隔膜阀、旋塞阀、柱塞阀、平衡阀、调节阀、疏水阀、管夹阀、排污阀、排气阀、排泥阀、气动阀门、电动阀门、高压阀门、中压阀门、低压阀门、水力控制阀、真空阀门、衬胶阀门、衬氟阀门。蒸汽减压阀 属于先导活塞式减压阀。由主阀和导阀两部分组成。蒸汽减压阀的主阀主要由阀座、主阀盘、活塞、弹簧等零件组成。导阀主要由阀座、阀瓣、膜片、弹簧、调节弹簧等零件组成。通过调节调节弹簧压力设定出口压力、利用膜片传感出口压力变化,通过导阀启闭驱动活塞调节主阀节流部位过流面积的大小,实现减压稳压功能。主产品主要用于蒸汽管路,起减压稳压作用从而在提高灵敏度、流量、寿命等方面大大改善了性能。本产品主要用于蒸汽管路,适用于流量大流量变化大,进口压力变化大的蒸汽管路。 铸铁主要由铁、碳和硅组成的合金的总称。在这些合金中,含碳量超过在共晶温度时能保留在奥氏体固溶体中的量。灰铸铁 灰铸铁的组织与性能 可锻铸铁的牌号是由“KTH"(“可铁黑"三字汉语拼音字首)或“KTZ"(“可铁珠"三字汉语拼音字首)后附zui低抗拉强度值(MPa)和zui低断后伸长率的百分数表示。例如牌号KTH 350—10表示zui低抗拉强度为350 MPa、zui低断后伸长率为10%的黑心可锻铸铁,即铁素体可锻铸铁;KTZ 650—02表示zui低抗拉强度为650 MPa、zui低断后伸长率为2%的珠光体可锻铸铁。 牌号、性能及用途(GB 9440—1988) 1、化学成分:Wc=2.4%~2.8% 球墨铸铁的主要成分 球墨铸铁的显微组织 球墨铸铁的热处理 内部先导式蒸汽减压阀 工作过程:
蒸汽减压阀减压系统安装示意图
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


公称压力(Mpa) | 1.6 | 2.5 | 4.0 | 6.4 | 10.0 | 16.0 |
壳体试验压力(Mpa)* | 2.4 | 3.75 | 6.0 | 9.6 | 15.0 | 24 |
密封试验压力(Mpa) | 1.6 | 2.5 | 4.0 | 6.4 | 10.0 | 16.0 |
zui高进口压力(Mpa) | 1.6 | 2.5 | 4.0 | 6.4 | 10.0 | 16.0 |
出口压力范围(Mpa) | 0.04-1.0 | 0.05-1.6 | 0.08-2.5 | 0.2-3.5 | 0.5-3.5 | 0.5-4.5 |
压力特性偏差(Mpa)△P2P | GB12246-1989 | |||||
流量特性偏差(Mpa)P2G | GB12246-1989 | |||||
zui小压差(Mpa) | 0.07 | 0.1 | 0.15 | 0.4 | 0.5 | 0.8 |
渗漏量 | GB12245-1989 | |||||
*:壳体试验不包括膜片、顶盖
蒸汽减压阀主要零件材料:
零件名称 | 零件材料 |
阀体 阀盖 底盖 | WCB |
阀座 阀瓣 | 2Cr13 |
缸套 活塞 | 铝铁青铜 |
膜片 | 1Cr18Ni9 |
活塞环 | 合金铸铁/对位聚苯 |
导阀座 导阀杆 | 2Cr13 |
主阀弹簧 | 50CrVA |
导阀主弹簧 | 50CrVA |
调节弹簧 | 60Si2Mn |
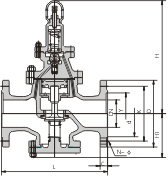
蒸汽减压阀外形尺寸(PN1.6-4.0): 单位:mm

公称通径DN | 外 形 尺 寸 | |||
L | H | Hl | ||
1.6/2.5MPa | 4.0MPa | |||
15 | 160 | 180 | 265 | 85 |
20 | 160 | 180 | 265 | 85 |
25 | 180 | 200 | 280 | 95 |
32 | 200 | 220 | 280 | 95 |
40 | 220 | 240 | 290 | 105 |
50 | 250 | 270 | 300 | 130 |
65 | 280 | 300 | 315 | 145 |
80 | 310 | 330 | 330 | 170 |
100 | 350 | 380 | 405 | 200 |
125 | 400 | 450 | 450 | 225 |
150 | 450 | 500 | 485 | 265 |
200 | 500 | 550 | 570 | 290 |
250 | 650 | 640 | 325 | |
300 | 800 | 740 | 360 | |
350 | 850 | 810 | 395 | |
400 | 900 | 950 | 430 | |
500 | 950 | 1080 | 500 | |
蒸汽减压阀外形尺寸(PN6.4-16.0): 单位:mm
公称通径DN | 外 形 尺 寸 | |||
L | H | Hl | ||
6.4MPa | 10.0/16.0MPa | |||
15 | 180 | 180 | 280 | 100 |
20 | 180 | 200 | 280 | 100 |
25 | 200 | 220 | 300 | 115 |
32 | 220 | 230 | 300 | 115 |
40 | 240 | 240 | 315 | 130 |
50 | 270 | 300 | 340 | 135 |
65 | 300 | 340 | 355 | 150 |
80 | 330 | 360 | 370 | 175 |
100 | 380 | 450 | 205 | |
125 | 450 | 510 | 235 | |
150 | 500 | 555 | 275 | |
200 | 550 | 640 | 300 | |
250 | 650 | 720 | 335 | |
300 | 800 | 830 | 375 | |
350 | 850 | 880 | 410 | |
400 | 900 | 1020 | 445 | |
500 | 950 | 1080 | 515 | |
DN | 50 | 65 | 80 | 100 | 125 | 150 | 200 | 250 | 300 | 350 | 400 | 500 |
Cv | 1 | 2.5 | 4 | 6.5 | 9 | 16 | 25 | 36 | 64 | 100 | 140 | 250 |
【蒸汽减压阀】公司订货须知:
一、①蒸汽减压阀产品名称与型号②蒸汽减压阀口径③蒸汽减压阀是否带附件以便我们的为您正确选型④蒸汽减压阀的使用压力⑤蒸汽减压阀的使用介质的温度。
二、若已经由设计单位选定公司的蒸汽减压阀型号,请按蒸汽减压阀型号直接向我司销售部订购。
三、当使用的场合非常重要或环境比较复杂时,请您尽量提供设计图纸和详细参数,由我们的阀门公司专家为您审核把关。产品所属活塞式减压阀系列,感谢您访问我们申弘阀门的如有任何 疑问.您可以致电给我们,我们一定会尽心尽力为您提供优质的服务。如需要了解更多其它减压阀类产品的信息可以点击减压阀查看。
相关产品
- DJ41H-40R国标低温截止阀DJ41H-40R
- GB12235GB12235通用阀门法兰连接
- 高压减压阀高压减压阀选用标准
- liquefied petro液化石油气liquefied petroleum gas减压阀
- 减压阀可调式减压阀设计选用要点
- YZ11X直接作用式薄膜弹簧减压阀YZ11X
- Y45H/Y-40RY45H/Y-40R杠杆式蒸汽减压阀
- Y44Y-40RY44Y-40R波纹管减压阀
- ZZYN-16~6双座压闭型自立式调节阀ZZYN-16~64B
- ZZYP-16~6单座压闭型自立式调节阀ZZYP-16~64K
- ZZYN-16~6双座压闭型自立式调节阀ZZYN-16~64K
- ZZYM-16~6套筒压闭型自立式调节阀ZZYM-16~64K
- Y945Y-25RY945Y-25R电动蒸汽减压阀
- Y43H-40RY43H-40R先导活塞式蒸汽减压阀
- Y13H-25RY13H-25R先导活塞式蒸汽减压阀
- 减压阀水用铸铁减压阀
- 减压阀内部先导式蒸汽铸铁减压阀
